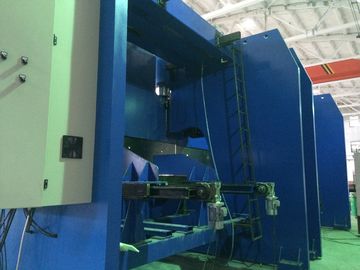
ロボットベースプレート溶接とドア切断の組み合わせ機械
モデル:RW-DC120/300
適用:
ロボットと溶接力の間のリアルタイム通信によって,質の高い溶接シームを得るために異なる溶接位置に従ってわかった
この機械は,道路灯の柱の生産において,以下の6つの主要な用途があります.
- 棒の底をCNCで切った
- 底盤の位置と組み立て
- 底板と柱の間の内側と外側のシームを溶接し,
- ベースプレートの硬化剤を溶接する
- 電気ドアのCNC切断
- ドアフレームの溶接
円柱,円柱,八角柱,多角柱,等直径の柱に適しています
メインパラメータ:
| 違う |
ポイント |
パラメータ |
| 1 |
ポール直径min |
120mm |
| 2 |
ポール最大直径 |
300mm |
| 3 |
ポール最大長 |
12mか14m |
| 4 |
ポール最小厚さ |
2.5mm |
| 5 |
ポール最大厚さ |
溶接用:12mm
ドアの切断厚さ8mmの場合,オプション=12mm)
|
| 6 |
膨張管の最大形状変形可能な厚さ
|
8mm |
| 7 |
ポール最大重量
|
標準:300kg
オプション:500kg
|
| 8 |
ベースプレートの硬化剤の最大QTY
|
4~8
注: 量が大きく,硬化剤の間隔が小さく,溶接タッチが影響されている場合,硬化剤の半分を溶接することができます.
|
| 9 |
ベースプレート固化剤のサイズ
|
普通 の 街灯 の 柱 と 高台 が 適し
(異なるサイズの硬化剤には異なる模具が必要で,その模具は機械に提供されている模具に従って,ユーザーによって加工および製造することができます)
|
| 10 |
溶接速度
|
基準速度 300~500mm/min
異なる厚さと異なる溶接速度
|
| 11 |
ベースプレートの形
|
円,四角形,八角形,四面の複数の側面 |
| 12 |
ベースプレートの最小厚さ
|
10mm
推奨値,薄すぎ,内外で溶接するのが難しい,燃やすのが簡単)
|
| 13 |
ベースプレートの最大厚さ
|
普通の柱に適している
|
| 14 |
ベースプレートの最小サイズ
|
150mm×150mm |
| 15 |
ベースプレートの最大サイズ
|
直径: 500mm,または方形プレート 500x500.
オプション:直径:700mm,または方形プレート700x700.
|
| 16 |
硬化剤と基板のサイズ一致性に関する要件
|
寸法容量は1mm以内です
より良いロボット溶接効果を得るためにサイズ一貫性を確保するためにレーザー切削またはプラズマ切削を使用することが推奨されています
|
| 17 |
ドアフレームのサイズ一致性に関する要件
|
一般的にドアフレームは外から購入され,サイズ・トレランスは1mm以上です.
ドアのフレームを手動でインストールし,スポット溶接がしっかりと完了した後 (または,ブランキング後,ロボットは再び溶接し,許容量が比較的小さい場合,ロボットによって直接溶接することもできます
(注: ドアフレームの寸法容量が比較的大きい場合,ドアフレームとドアの間のギャップが比較的大きくなり,溶接が局所的に漏れることがあります.ローカル・マニュアル・リペア・ウェルディングは後で必要になります)
|
| 18 |
スイッチプラズマ切断の位置について
ドアの最高点から底板までの最大距離
|
1400mm |
| 19 |
切断タイプ
|
標準:3軸のパイプタイプ切断
オプション 平面型切削 + パイプ型切削 (4軸)
|
| 20 |
ドアの大きさと形
|
切断範囲に制限はありません
|
| 21 |
ドアフレームの溶接位置について ドアの最高点から底板までの最大距離
|
2000mm |
| 22 |
ポール型に適しています
|
円柱,丸柱,八角柱,八角形以上の多角形と等直径の柱はすべて適しています
|
| 23 |
プラズマ源
|
ハイパーサーム パワーマックス 45
(アメリカ製)
|
| 24 |
最大穴位と質の高い切断厚さ
|
8mm (推奨値) |
| 25 |
切断速度
|
普通の路灯のドアを切る時間は30~40秒です |
| 26 |
CNCシステム
|
シ・ダフェン (SF-2100S) |
| 27 |
巣を作るソフトウェア
|
スマートネスト |
| 28 |
CNCプラズマ切断タッチ
|
1セット |
| 29 |
弧の電圧高さ制御装置
|
高さ HP105 |
| 30 |
高度装置
|
プラズマ トーチ 高さ移動装置,1セット
|
| 31 |
生産速度
(ベースプレートの内外の溶接,電気ドア切断,ドアフレームの溶接を含む)
|
通常の路灯台: 12~16分
5Gポール: 40~45分
具体的時間 柱の大きさ,硬化器の大きさ,ドアの大きさに依存します
|
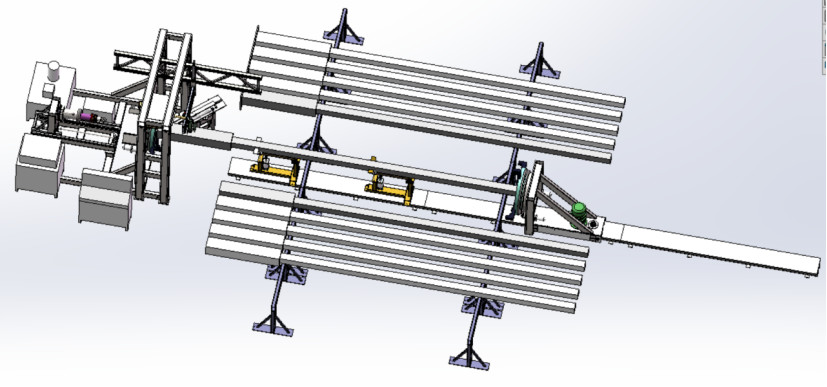
一般的な配置は以下のとおりです.

独自の特徴:
- この機械は6つの機能を統合し, 1つの積載と卸荷で完了することができます.ベースプレートとポールとの間の内部および外部の溶接底板の硬化剤の溶接,電動ドアの切断,ドアのフレームの溶接.独立したプロセス間の材料の流れと積載と卸載時間が大幅に削減されます生産スペースが節約されます
- ポール拡張機能で,ベースプレートの内側の穴とポールとの間のギャップをなくし,スムーズに自動溶接を実現
- 硬化剤の自動配置と溶接機能を持つ
- 日本製の川崎重工業ロボットを採用し 操作能力も良さも高い
- 有名な溶接電源,良質の溶接シームと高溶接効率を採用
- 最も合理的な角度の溶接を実現することができます
- 美しい溶接形状と高い信頼性
- ライトポールドアのCNC切断,切断形は円,四角,長方形,円形,などであることができます.コンピュータCADによって描くことができる任意のグラフィックは,マシンに付随する特別なソフトウェアでカットすることができます.
- 切断源は,自動プラズマですので,切断速度は非常に速く,切断はスムーズで丸いになります
- Hypertherm Powermax プラズマ源と切断銃の使用により,切断ギャップは比較的小さい,切断されたパーツはドアカバーとして使用することができます
- 電動ドアが切断された後 ドアのフレームを溶接する必要がある場合は ロボットがドアフレームの自動溶接を完了できますそしてドアフレームの溶接は,レーザー定位機能で装備する必要があります
- 機械全体は,単方向の組立ラインの形で設計されています. ポールは,機械の左側に積み重ねられています. 操作者は,一つずつ右に移動して,溶接を完了することができます.熱帯柱が右側に積み重なっている.. 柱は移動し,上昇する,クレーンを必要とせず,操作者の労働の密度は低い
- 労働費を節約する
- 日中 長い 労働 時間 に 適応 する
オプション項目:
ドア切断プラズマ:ハイパーサーム パワーマックス45,提案最大厚さ8mm オプション:ハイパーサーム パワーマックス65,提案最大厚さ12mm
最大ポール直径は400mmであり,最大広管サイズは350x350,電気チャックの内径は620mmで,5G重ポールに適しています (500kgとして),ベースプレート最大直径700mm,または正方形ベースプレート 700x700mm
3平面型切削 +パイプ型切削 (4軸)
- 方形チューブでは,片側には2つの硬化器があります.硬化器の異なる位置に適した上下移動可能な硬化器装置が必要です.
- レーザー位置位置付け機能は,位置と部品のサイズを溶接するために設定されています. 一貫性は貧しい,約1mm以上です. 購入ドアのフレームが同じサイズが異なるので,溶接されたドアフレームがレーザー位置位置位置機能で装備されるべきであることが推奨されています.
- 小端の位置が四角管である場合,小端の支柱は回転できず,支柱のタイプを変更する必要があります.切断と溶接の精度を向上するために,12メートルのガイドレールと小さな端の移動サポートを追加. 丸いポール,四角管,および八角ポールに適しています. 小端のサポートはサーボ同期回転です. この方法で,ツール・フィッチャーが四角から丸に回る必要はなくなりました.
- ポール底の拡張ツール
- 硬化器具
- ロボット溶接用部品
- プラズマ切削用部品
- ネットワーク化された生産データシステムで 機械は顧客ワークショップでインターネットに接続されています
機能 (1):
生産管理データを提供できる: 電力時間, 溶接時間, 切断時間, 溶接時間以外の時間, 生産量など
機能 (2):
機械がインターネットに接続された後,機械サプライヤーは顧客を遠隔故障診断と遠隔パラメータ調整に支援することができます.顧客が迅速に生産を再開するのに便利です.
似た写真
ロボット溶接システム
1カワサキ ロボット BA006N (日本のブランド)
BAシリーズは,特に溶接のために開発されたロボットシリーズです. 溶接のために特別に設計されています.操作が簡単で,簡単な教え操作によって熟練した溶接操作を達成することができます優れた視覚効果と操作が簡単であるタッチLCDカラーディスプレイが教学装置にインストールされています. ロボット溶接機にはケーブル接続のみが必要です.保存の溶接条件を分類することができますそして1つの重要な電話です
| 教える方法 |
簡単な操作 AS言語プログラミングを教える |
| 執行方法 |
マニュアルモード |
独立軸,基本座標系,工具座標系 |
| 複製モード |
各軸/線のインターポレーション作用と
弧
|
| 貯蔵容量 |
|
8000ステップは等価です |
| 一般信号 |
外部操作信号 |
緊急停止,外部停止信号 |
| 入力と出力 |
32+32 |
カワサキ BAシリーズロボットは E01 コントロールキャビネット,コンパクトな形,適切な操作システム,豊富な機能,容易なメンテナンス,高いスケーラビリティを使用します. 6.5インチカラーLCD画面,タッチスクリーン 640 x 480 ピクセル. バックライトは,LCDスクリーンをより簡単に表示するために使用されます.オペレーティングシステムは,WINDOWS CEを採用します.ドロップダウンメニューは,ウィンドウ表示のために使用され,編集プロセスはシンプルで簡単になります.
| 機能 |
標準弧溶接 |
|
モデル
|
BA006N |
| 腕の形 |
垂直多重関節 |
| DOF |
6 軸 |
| 最大負荷容量 (kg) |
6 |
|
最大作用範囲
[DEG]
|
JT1
電源線と制御線
|
±165 |
| JT2 |
+150−90 |
| JT3 |
+45~175 |
| JT4 |
±180 |
| JT5 |
±135 |
| JT6 |
±360 |
|
最大動作速度
[DEG/S]
|
JT1
電源線と制御線
|
240 |
| JT2 |
240 |
| JT3 |
220 |
| JT4 |
430 |
| JT5 |
430 |
| JT6 |
650 |
| 慣性[N.M] |
JT4 |
12 |
| JT5 |
12 |
| JT6 |
3.75 |
|
慣性瞬間
[KG.M2]
|
JT4 |
0.4 |
| JT5 |
0.4 |
| JT6 |
0.07 |
| 繰り返し位置付け精度 [MM] |
±005 |
| 横の長さ [MM] |
1445 |
| 体重[kg] |
150 |
| パワー容量 [KVA] |
3.0 |
| 設置モード |
地上,上部に荷物 |
| 設置環境 |
温度 |
0°45° |
| 湿度 |
35~85% (露なし) |
| 振動 |
0.5G以下 0未満5 |
| ほか |
ロボットの設置は,燃える可能性のある,または腐食性の高い液体またはガス装置の干渉から遠ざかなければなりません. |
| IPレベル |
IP65 |
| 推奨される制御者 |
E01 |
作用範囲
引出し 溶接 タッチ の 衝突 防止 装置
350 溶接火栓システムは,CO2 溶接火栓で,アジアでは弧溶接に使用されています.
交換可能な銃首の溶接銃システムは,高い評価値と高い作業サイクルの利点があります:インテリジェントインターフェースは,高速な保守と繰り返しの位置位置付け機能を実現できます.ダウンタイムを短縮します
溶接銃システムには,すべての一般的な機械関節を選択するためのさまざまな銃首とホルダーがあります.
利点
(1) 典型的なアジアのCO2溶接設計
(2) 交換可能な銃首は,機器の停止時間を短縮し,保守および修理コストを削減することができます
(3) 適正な温度特性により,耐用部品の使用寿命が長くなる
(4) 高品質 の ケーブル 組み立て は,システム の 長寿 を 保証 する
(5) 頑丈な溶接火の構造は,高い衝突安定性を達成することができます
| モデル |
350 |
| 冷却方法 |
空気 |
| 作業サイクル |
100% |
| 格付け値 |
350A CO2 |
| 300A (混合組成) |
| 線直径 |
0.8-1.4ミリ |
| 溶接銃の首 |
35° |
NBC-350RL 溶接電源システム
装置の説明:
NBC-350RLロボットの特殊溶接機には,低噴霧と恒常圧の2つの溶接モードがあり,炭素鋼のアルゴンとCO2ガスで保護された溶接を実現することができます.この製品は完全にデジタル制御方法を採用しています.デジタル/アナログインターフェースを通じてアーチ溶接ロボットと通信できます.
性能特性
(1) カワサキロボットとマッチできる
(2) 多くの種類のデジタルインターフェース制御は,顧客が保存した溶接パラメータを直接呼び出すことができます.
(3) 非常に小さな溶接点,美しい溶接縫い形
(4) オープティマイズされた弧点火,弧閉,ボール除去機能
完全にデジタルな制御システムは,溶接過程の正確な制御と安定した弧長を実現します.
強力なデジタルエラー報告機能,様々なエラーにはエラーコードが表示されます.
システムには 溶接専門家のデータベースと 自動とインテリジェントのパラメータの組み合わせが組み込まれています
操作インターフェイスがフレンドリーで 調整モードが統一され 操作が簡単です
ソフトスイッチインバーター技術で 機械全体が信頼性が高く エネルギーと電力を節約できます
溶接力のパラメータ
| 違う 違う |
ポイント |
パラメータ |
| 1 |
指定入力電圧/周波数
|
380V±25% 3P/50Hz |
| 2 |
(KVA) 指定入力容量 |
14 |
| 3 |
(A) 定数入力電流 (A) |
21 |
| 4 |
(V) 定数出力電圧 (V) |
31.5 |
| 5 |
(%) 定位負荷持続時間 (%) |
60% |
| 6 |
(V) 出力無負荷電圧 (V) |
96 |
| 7 |
(A/V) 出力電流/電圧範囲 (A/V)
|
60A/17V 350A/31.5V |
| 8 |
(mm) 溶接線直径 (mm) |
0.8,1.0,1.2 |
| 9 |
配線の種類 |
押すワイヤ |
| 10 |
(L/分) 空気流量 (L/分) |
15 円20 |
| 11 |
トーチ冷却方法 |
空気冷却 |
| 12 |
密室の格付け |
IP23 |
| 13 |
隔熱クラス |
H |
| 14 |
L*W*H (cm)
寸法 L*W*H (cm)
|
66*32*56 |
| 15 |
(kg) 体重 |
55 |
| 16 |
EMC 排放レベル |
A について |
オプション:銃の清掃,ワイヤ切断,シリコンオイルスプレー装置
画像のように,銃の清掃とシリコンオイルスプレー装置は,溶接タッチのノズルのスプラッシュを清掃し,ノズルのスプラッシュ防止シリコンオイルをスプレーするために使用されます.ワイヤ切断装置は,溶接ワイヤの先端の小さなボールをカットするために使用され,溶接ワイヤの乾燥伸縮が一貫していることを確認熱帯電流の安定性,および初期検出の正確性を保証する.
操作環境
1接地:C接地,接地抵抗は10オーム未満
2溶接用線:ディスクに固定された線
3環境条件の利用 (室内)
環境温度:−5°C~40°C
比較的湿度:≤80% 露なし
プログラミングとワークフロー
プログラミングの流れ

 メッセージは20〜3,000文字にする必要があります。
メッセージは20〜3,000文字にする必要があります。