ロボットベースプレート溶接とドア切断コンビネーションマシン
モデル:RW-DC120/300
応用:
溶接システムは、軽い極ベースプレート溶接生産に適用されます。高品質の溶接継ぎ目を獲得するための異なる溶接位置に従って、ロボットと溶接力の間のリアルタイム通信により。
このマシンには、次のように、街路灯の極の生産に6つの主要な用途があります。
- ポールボトムの平らなCNC、
- 底板の位置決めとアセンブリ、
- 底部プレートとポールの間の内側と外側の縫い目を溶接、
- ベースプレート補強材を溶接、
- CNC電気ドア切断
- ドアフレーム溶接
円錐極、丸い極、八角形の極、多角形、等しい直径極に適しています
主なパラメーター:
| いいえ。 |
アイテム |
パラメーター |
| 1 |
極直径 |
120mm |
| 2 |
ポール最大直径 |
300mm |
| 3 |
ポール最大長 |
12mまたは14m |
| 4 |
ポール分。厚さ |
2.5mm |
| 5 |
ポールマックス。厚さ |
溶接用:12mm
ドア切断の厚さ8mmの場合、オプション= 12mm)
|
| 6 |
変形できる拡張チューブの最大厚さ
|
8mm |
| 7 |
ポールマックス重量
|
標準:300kg
オプション:500kg
|
| 8 |
ベースプレート補強材の最大数量
|
4〜8
注:量が大きく、補強材の間隔が小さく、溶接トーチが影響を受ける場合、補強材の半分を溶接することができます
|
| 9 |
ベースプレート補強材のサイズ
|
通常の街灯柱と高マストが適しています
(さまざまなサイズの補強材には、機械に提供される金型に従ってユーザーが処理および製造できる異なる金型が必要です)
|
| 10 |
溶接速度
|
参照速度300〜500mm/min
異なる厚さと異なる溶接速度
|
| 11 |
ベースプレートの形状
|
円、正方形、八角形、4つの側面の複数の辺 |
| 12 |
ベースプレートの最小厚さ
|
10mm
推奨される値、薄すぎ、内外を溶接するのが難しく、燃やしやすい)
|
| 13 |
ベースプレートの最大厚さ
|
通常の極に適しています
|
| 14 |
ベースプレートの最小サイズ
|
150mm×150mm |
| 15 |
ベースプレートの最大サイズ
|
直径:500mm、または正方形のプレート500x500。
オプション:直径:700mm、または四角いプレート700x700。
|
| 16 |
補強材とベースプレートのサイズの一貫性の要件
|
寸法耐性は1mm以内です
より良いロボット溶接効果を得るためにサイズの一貫性を確保するために、レーザー切断またはプラズマ切断を使用することをお勧めします
|
| 17 |
ドアフレームのサイズの一貫性の要件
|
一般に、ドアフレームは外から購入され、サイズの許容度は1mm以上です。
したがって、ドアフレームを手動で取り付ける必要があり、スポット溶接がしっかりと(またはクランプの後、ロボットが再び溶接します。耐性が比較的小さい場合は、ロボットによって直接溶接することもできます。
(注:ドアフレームの寸法耐性が比較的大きい場合、ドアフレームとドアの間のギャップが比較的大きくなり、溶接の局所漏れにつながり、後でローカルな手動修理溶接が必要になります。
|
| 18 |
スイッチプラズマ切断の位置に関して、
ドアの最高点からベースプレートへの最大距離
|
1400mm |
| 19 |
切断タイプ
|
標準:パイプタイプの切断(3軸)
オプションフラットサーフェスタイプ切断 +パイプタイプ切断(4軸)
|
| 20 |
ドアのサイズと形状
|
切断範囲に制限はありません
|
| 21 |
ドアフレームの溶接位置に関して、ドアの最高点からベースプレートへの最大距離
|
2000mm |
| 22 |
ポールタイプに適しています
|
円錐極、丸い極、八角形の極、八角形の多角形の形状、および等しい直径の極がすべて適切です
|
| 23 |
プラズマソース
|
Hypertherm PowerMax 45
(アメリカで作られた)
|
| 24 |
最大の穿孔と高品質の切断の厚さ
|
8mm(推奨値) |
| 25 |
切断速度
|
通常の街路灯のポールのドアの切断時間は30〜40秒です |
| 26 |
CNCシステム
|
Si Dafeng(SF-2100S) |
| 27 |
ネスティングソフトウェア
|
SmartNest |
| 28 |
CNCプラズマ切断トーチ
|
1セット |
| 29 |
アーク電圧高さコントローラー
|
Hevth HP105 |
| 30 |
高さデバイス
|
プラズマトーチ高さ移動デバイス、1Set
|
| 31 |
生産速度
(ベースプレートの内側と外側の溶接、電気ドア切断、ドアフレーム溶接を含む)
|
通常の街路灯ポール:12〜16分
5Gポール:40〜45分
特定の時間は、ポールのサイズ、補強材のサイズ、ドアのサイズに依存します
|
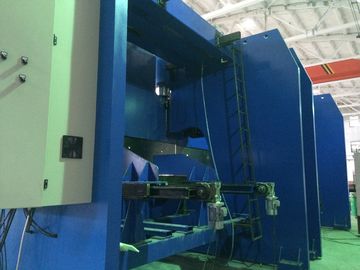
一般的なレイアウトは次のとおりです。

独自の機能:
- このマシンは、1つの荷重と荷降ろしで完了することができる6つの機能を統合します。 CNCは、極の底の平ら、ベースプレートの位置とアセンブリ、ベースプレートとポールの間の内部および外部溶接、底板補強材の溶接、電気ドア切断、ドアフレーム溶接。独立したプロセス間の材料の流れと荷重と荷降ろし時間は大幅に減少し、生産スペースが保存されます。
- 極の膨張機能を使用して、ベースプレートとポールの内側の穴の間のギャップを排除し、自動溶接をスムーズに実現します
- 補強材の自動配置と溶接の機能により
- それは、優れた運用性と優れた品質で日本の川崎重工業ロボットを採用しています。
- 有名な溶接電源の採用、優れた溶接継ぎ目の品質、高溶接効率
- ポジショナーには大きな回転角があり、最も合理的な角度溶接を実現できます
- 美しい溶接形状と高い信頼性
- 軽い極のドアのCNC切断、切断型は円、正方形、長方形、楕円形などです。コンピューターCADで描画できるグラフィックは、マシンに付属の特別なソフトウェアによってカットできます。
- 切断源は自動プラズマなので、切断速度は非常に速くなり、カットは滑らかで丸くなります
- Hypertherm PowerMaxプラズマソースと切断銃の使用により、切断ギャップは比較的小さく、カットピースはドアカバーとして使用できます
- 電動ドアが切断された後、ドアフレームを溶接する必要がある場合、ロボットはドアフレームの自動溶接を完了できます。ドアフレーム溶接には、レーザー位置決め機能を装備する必要があります
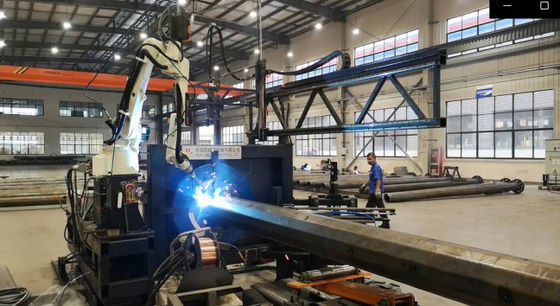
- マシン全体は、一方向の組み立てラインの形で設計されています。ポールはマシンの左側に積み重ねられています。オペレーターは溶接を完了するために1つずつ右に移動でき、溶接極が右に積み重ねられます。極が動き、上昇し、クレーンは必要ありません、そして、オペレーターの労働強度は低いです
- 多くの人件費を節約します
- 一日を通して長時間の仕事に適応することができます
オプションアイテム:
ドア切断プラズマ:Hypertherm PowerMax45、提案の最大厚さ8mm。
オプション:Hypertherm PowerMax65、最大厚さ12mmを提案します。
最大極直径は400mm、正方形のチューブ最大サイズ350x350、電気チャックの内径620mm、
5G重いポール(500kg)、ベースプレートマックスに適しています。直径700mm、または正方形のベースプレート700x700mm
3。平らな表面タイプの切断 +パイプタイプの切断(4軸)
- 正方形のチューブには、片側に2つの補強材があります。補強装置デバイスが必要です。これは、補強材のさまざまな位置に適している上下に移動できます。
- レーザーポジショニング機能は、部品の位置とサイズを溶接するために構成されています。一貫性は低く、約1mm以上です。購入したドアフレームのサイズは異なるため、溶接されたドアフレームにはレーザー位置決め機能を装備することをお勧めします。
- 小さなエンドの位置が正方形のチューブである場合、小さなエンドサポートを回転させることはできず、サポートタイプを変更する必要があります。 12メートルのガイドレールと小さな端の可動サポートを追加して、切断と溶接の精度を向上させます。丸い極、正方形のチューブ、および八角形の極に適しています。小さなエンドサポートは、サーボ同期回転です。このようにして、正方形に曲がるツールフィクスチャを作成する必要はなくなりました。
- ポールボトム拡張ツール
- 補強材ツール
- ロボット溶接用のスペアパーツ
- プラズマ切断のためのスペアパーツ
- ネットワーク化された生産データシステム、マシンは顧客ワークショップでインターネットに接続されています、
関数(1):
生産管理データを提供することができます:時間通りの電力、溶接時間、削減時間、非溶接時間、生産量など
関数(2):
マシンがインターネットに接続された後、マシンサプライヤーは顧客をリモート障害診断とリモートパラメーターの調整を支援できます。顧客が生産を迅速に再開するのに便利です。
同様の写真
ロボット溶接システム
1。川崎ロボットBA006N(日本のブランド)
BAシリーズは、特別に溶接用に開発された一連のロボットです。特別に溶接するために設計されています。操作が簡単で、単純な教育操作を通じて熟練した溶接操作を実現できます。優れた視覚効果と簡単な操作を備えたタッチLCDカラーディスプレイ画面が、ティーチングデバイスにインストールされています。ロボット溶接機には、ケーブル接続のみが必要であり、ストレージの溶接条件を分類し、1つのキーコールを分類できます。
| 教育方法 |
言語プログラミングとしての単純な操作教育 |
| 実行方法 |
手動モード |
独立軸、基本座標系およびツール座標系 |
| 複製モード |
各軸/線の補間作用
アーク
|
| ストレージ容量 |
|
8000ステップは同等です |
| 一般的な信号 |
外部動作信号 |
緊急停止、外部ホールド信号 |
| 入出力 |
32+32 |
川崎BAシリーズロボットは、E01コントロールキャビネット、コンパクトな形状、適切な操作システム、リッチ機能、簡単なメンテナンス、高いスケーラビリティを使用します。 6.5インチの色LCD画面、タッチスクリーン640 x 480ピクセル。バックライトは、LCD画面を見やすくするために使用されます。オペレーティングシステムはWindows CEを採用しています。ドロップダウンメニューはウィンドウディスプレイに使用されるため、編集プロセスがシンプルで簡単になります
| ファクト |
標準アーク溶接 |
|
モデル
|
BA006N |
| 腕の形 |
垂直複数のジョイント |
| dof |
6軸 |
| 最大負荷容量(kg) |
6 |
|
アクションの最大範囲
[deg]
|
JT1
电源线及控制线
|
±165 |
| JT2 |
+150~ -90 |
| JT3 |
+45~ -175 |
| JT4 |
±180 |
| JT5 |
±135 |
| JT6 |
±360 |
|
アクションの最大速度
[deg/s]
|
JT1
电源线及控制线
|
240 |
| JT2 |
240 |
| JT3 |
220 |
| JT4 |
430 |
| JT5 |
430 |
| JT6 |
650 |
| 慣性[nm] |
JT4 |
12 |
| JT5 |
12 |
| JT6 |
3.75 |
|
慣性瞬間
[kg.m2]
|
JT4 |
0.4 |
| JT5 |
0.4 |
| JT6 |
0.07 |
| 繰り返しポジショニング精度[mm] |
±0.05 |
| 水平伸長[mm] |
1445 |
| 体重[kg] |
150 |
| 電力容量[KVA] |
3.0 |
| インストールモード |
グラウンド、トップロード |
| インストール環境 |
温度 |
0 ~45° |
| 湿度 |
35~85%(露のない) |
| 振動 |
0.5g以下0.5未満 |
| その他 |
ロボットの設置は、可燃性または腐食性の液体またはガス器具の干渉から離れている必要があります |
| IPレベル |
IP65 |
| 推奨コントローラー |
E01 |
アクションの範囲
はじめに溶接トーチの衝突防止器
350溶接トーチシステムはCO2溶接トーチであり、アジアのアーク溶接に一般的に使用されています。
交換可能なガンネック溶接ガンシステムには、高い定格値と高デューティサイクルの利点があります。インテリジェントインターフェイスは、迅速なメンテナンスと再現可能なポジショニング機能を実現し、ダウンタイムを短くすることができます
溶接ガンシステムには、すべての一般的なマシンジョイントが選択できるさまざまな銃の首とホルダーがあります。
アドバンテージ
(1)典型的なアジアのCO2溶接設計
(2)交換可能な銃ネックは、機器のダウンタイムを短縮し、メンテナンスと修理コストを削減することができます
(3)最適な温度特性は、部品を着用する長いサービス寿命を確保する
(4)高品質のケーブルアセンブリがシステムの長いサービス寿命を確保する
(5)頑丈な溶接トーチ構造は、衝突の安定性を高めることができます
| モデル |
350 |
| 冷却方法 |
空気 |
| デューティサイクル |
100% |
| 定格値 |
350A CO2 |
| 300A(混合構成) |
| ワイヤーの直径 |
0.8-1.4mm |
| 銃の首の溶接 |
35° |
NBC-350RL溶接電力システム
デバイスの説明:
NBC-350RLロボット特別溶接機には、低いスパッターと一定の圧力の2つの溶接モードがあり、炭素鋼のリッチアルゴンとCO2ガスシールド溶接を実現できます。この製品は、非常に適応性があり、デジタル/アナログインターフェイスを介してアーク溶接ロボットと通信できる全デジタル制御法を採用しています。
パフォーマンス特性
(1)川崎ロボットと一致させることができます
(2)多数のタイプのデジタルインターフェイス制御は、顧客が保存した溶接パラメーターを直接呼び出すことができます
(3)非常に小さな溶接スパッター、美しい溶接縫い目の形
(4)最適化されたアークイグニッション、アーク閉鎖、ボールの除去機能
完全なデジタル制御システムは、溶接プロセスと安定したアークの長さの正確な制御を実現します。
強力なデジタルエラー報告関数、さまざまな障害には、表示するエラーコードがあります。
このシステムには、組み込みの溶接エキスパートデータベースと自動およびインテリジェントなパラメーターの組み合わせがあります。
フレンドリーな操作インターフェイス、統一された調整モード、簡単にマスターできます。
ソフトスイッチインバーターテクノロジーのマシン全体は、非常に信頼性が高く、省エネと電気節約です。
溶接電力パラメーター
| いいえ。 |
アイテム |
パラメーター |
| 1 |
定格入力電圧/周波数
|
380V±25%3P/50Hz |
| 2 |
(KVA)定格入力容量 |
14 |
| 3 |
(a)定格入力電流(a) |
21 |
| 4 |
(v)定格出力電圧(V) |
31.5 |
| 5 |
(%)定格負荷期間(%) |
60% |
| 6 |
(v)出力なしロード電圧(V) |
96 |
| 7 |
(a/v)出力電流/電圧範囲(a/v)
|
60A/17V〜350A/31.5V |
| 8 |
(mm)溶接ワイヤの直径(mm) |
0.8,1.0,1.2 |
| 9 |
ワイヤーフィードタイプ |
ワイヤーを押します |
| 10 |
(l/min)空気流量(L/min) |
15 ~20 |
| 11 |
トーチ冷却方法 |
空冷 |
| 12 |
エンクロージャー評価 |
IP23 |
| 13 |
断熱クラス |
h |
| 14 |
l*w*h(cm)
寸法l*w*h(cm)
|
66*32*56 |
| 15 |
(kg)重量 |
55 |
| 16 |
EMC排出レベル |
a |
オプション:ガンクリーニング、ワイヤー切断、シリコンオイルスプレー装置
写真が示すように。銃の洗浄およびシリコンオイルスプレー装置を使用して、溶接トーチのノズルのスプラッシュをきれいにし、アンチスプラッシュシリコンオイルをノズルにスプレーします。ワイヤー切断装置は、溶接ワイヤの先端の小さなボールを切り取り、溶接ワイヤの乾燥伸長が一貫していることを保証し、アークの成功率と溶接プロセスの安定性、および開始時の検出の精度を確保します。
動作環境
1、接地:Cの接地、10オーム未満の接地抵抗。
2、溶接ワイヤ:ディスクに取り付けられたワイヤ
3、環境条件の使用(屋内)
周囲温度:-5 ℃〜40℃。
相対湿度:≤80%..露のない
プログラミングとワークフロー
プログラミングフロー

 メッセージは20〜3,000文字にする必要があります。
メッセージは20〜3,000文字にする必要があります。